


金属切削液从 17 世纪开始距今已有几百年的历史了。从 17 世纪的苏打水、 18 世纪的植物油、肥皂水、 19 世纪的菜籽油、硫化切削液、合成切削液,直到现代各类切削油和水溶性切削液使用,其发展趋势是功能性愈来愈强,持续使用时间愈来愈长,更加环保。
金属加工液是金属加工过程中,用于润滑、冷却加工工件、刀具或模具的。为了提高加工效率,工件精度和表面质量、延长刀具、模具的使用寿命,除了要按照加工条件合理的选择刀具、模具材料、几何参数、热处理规范和加工量之外,还要正确地选择金属加工液。
金属加工液包括金属切削加工液(通常我们称之为切削液)、金属塑性成型加工液两类。在这两类加工过程中,刀具、模具和被加工的金属工件之中都产生较大的摩擦与高温,因而金属加工液对润滑、冷却都有要求,但具体的要求常有侧重点不同。

以下的讲述重点围绕的是金属切削液(切削液)这一主题。


说了这么多,大家应该对切削液已经有了一定的认识了,在了解了如何选用合适的切削液之后,实际生产加工过程中我们还需要对切削液进行维护,这样才能更有效对生产和成本进行有效的控制。
切削液的维护主要注意以下几点:
1、浓度 (按照推荐的比例进行配置,并定期检查工作液,维持浓度,有,条件的可以配置一款折光仪进行浓度的检测,为加工作业保驾护航)
2、pH值(这项工作可以放在选用切削液之前,简单方法可以配置PH试纸检测切削液PH值,)
3、外观、气味、浮油 (这项工作可以贯穿整个切削液选用、使用过程,因为通过对外观、气味、浮油的观察,我们可以初步判定切削液的品质如何并做记录,使用过程中同样观察切削液的外观、气味和浮油,注意切削液是否变质,以免影响加工质量)
剩下的几点小编就简单的介绍一下,你们自己体会吧!

4、泡沫
5、细菌、氯离子
6、定期撇去浮油、铁屑、杂质
7、加工状况 (不同的加工状况也需要注意切削液的维护和管理)
8、长时间停机 (长时间停机,容易导致切削液发生腐败、变质)
9、液位 (切削液供应系统、水箱中切削液的液位)
当然实际现场可能会碰到各种各样的问题,上面讲到的几点不能包含所有情况,那么如果在实际生产过程中碰到了自己没有办法解决的问题,请注意以下几个细节,方便您更好更快的处理问题:
1、从桶上记下批号等细节;
2、取样以便进行实验室化验;
3、向研发人员提供尽可能详细的信息。
现在简单介绍几款切削液
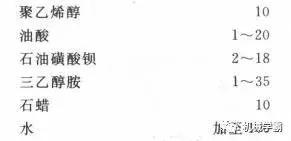
就光防锈透明切削液就有这么多个配方,小编也特意看了一下,挑选其中一款来给大家分享一下:
防锈透明切削液
【配方】 质量份
环烷酸锌11.5
石油磺酸钡11.5
磺化油22.7
三乙醇胺油酸皂 5
10#机械油 加至100
【制法】将各组分溶于水即可。
【用途】本液用于铸铁和钢的切削加工,一般配成2%〜3%的水溶液使用。
另外,还可用于液压液。
很多配方当中的原料或是添加剂现在可能不适用,但是我们学习别人的配方,主要学习的是人家的思路和方法,切不可生搬照抄,要灵活运用,掌握了思路和方法,我们就能够为自己所用。好了说了这么多下面让我们一起来看另一款切削液的配方案例:
水基切削液
【配方】 质量份
三乙醇胺60
硼酸8
油酸20
净洗剂5
石油磺酸钡5
抗静电剂PK2
【制法】将三乙醇胺投放到反应釜中加热至90℃,加入硼酸,进行搅拌1.5h,使硼酸全部溶解后,加入油酸反应40min,反应温度保持在80℃,然后降择至60℃,放入净洗剂和石油磺酸钡,搅拌均匀,最后加入抗静电剂PK,即为成品。
【用途】本品用于金属切削加工行业中的冷却、防锈、清洗和润滑。
使用时,首先将机床的液槽清洗干净,然后对本品进行稀释,在稀释过程中,先将水箱中倒入水,再将所需原液加入箱内,充分搅拌然后加入适量的消泡剂,稍加搅拌即可使用,使用过程中自然挥发减量,仍按原比例稀释后续添。
对于不同类型的机床加工种类中本品与水的配比如下。磨床为1:11;拉、滚、铣、挤、攻丝套扣为1:5;车、刨、钻、铰为1:7;线切割为1:17。
【特性】本品性能优异,可代替乳化油、机油、柴油,对高温、高压的边界润滑状态具有良好的适应性,能提高刀具耐用度和工件光洁度;性能稳定,不易燃易爆,不易变质;无毒无副产品,对环境污染小;可根据需要稀释成不同浓度,使用周期长,节约能源。
近期国内施行大规模的环保整顿措施。证明环保是大势所趋,我们应当提高的环保的意识,做好环保工作,咱们就介绍几款环保型的切削液,大家可以参考参考。

防锈乳化液
【配方】质量份
【制法】将高分子物质和水互溶,使之成为均匀透明的高分子浴液,另取一只容器,加人防锈剂,助熔剂,待其完全溶解后,再加入乳化剂,充分搅拌成为均匀
的液体,然后将该混合物液体倒人高分子溶液中,充分搅拌便成为均匀、呈乳白色的乳化液,装桶备用。
【用途】适用于车间上下工序的连续操作与装配,极大地提高生产率、无防火、通风的特殊要求,使用安全。
【特性】本品自干快、不留油溃、不污染零件,使零件保留原工艺特色。零件
浸此液后在室内存放一年以上不生锈。本品配制方法简单,能源节省25%。本品以水为稀释剂,比油性防锈剂成本下降40%,本品无味、无毒、不排放有毒气
体,只择发水分,随着水分蒸发,乳化液变厚,可补充适量水或乳化液循环使用而不必排放。
环保型合成型切削液
【配方】质量份
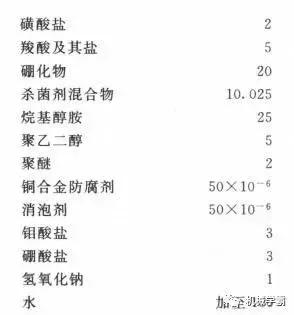
【制法】将聚醚在烷基醇胺和聚乙二醇中助溶,将钼酸盐、硼酸盐、氢氧化钠、水配成水溶液最后加入,其他原料按正常顺序调配即可得成品。
【用途】本品主要用于金属(如钢、铸铁、球铁和铝)加工,适用于汽车生产厂大型集中润滑系统中。使用时稀释倍率20〜30倍,还可根据需要加人微量香料、染料。
【特性】本品性能优良,可提高刀具使用寿命,减少更换次数,降低了处理费用;具有良好的极压、抗磨及润滑性能,防止机床磨损,改善加工性能;具有防锈性能,对黑色金属和有色金属都有较好的防锈效果;无毒,生物降解性好,作为废液排放后,容易被微生物降解,对环境污染小。
环保水基切削液
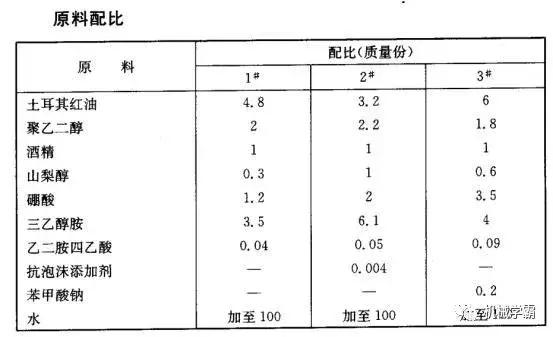
制备方法 以上各原料按比例倒人容器中,溶解搅匀即得成品。
原料配伍 本品中各组分质量份配比范围如下:土耳其红油3. 2~6. 5,聚乙二醇 1. 6~2. 4,酒精 0. 5~1. 0,山梨醇 0. 2~1. 0,硼酸 1. 2~3. 5,三乙醇胺 3.5~6. 1,乙二胺四乙酸 0. 03~0. 11,水加至 100。
产品应用 本品主要用于机械行?的切削加工。
产品特性 本品成本低廉,生产工艺简单,生产周期短(在常温下 2 h 即可合成);清洗、冷却性能好,润滑、防锈及防腐性能较强;不含亚硝酸钠、磷酸盐,异味,其废液不需经特殊处理即可排放,对环境无污染
环保水基切削液2
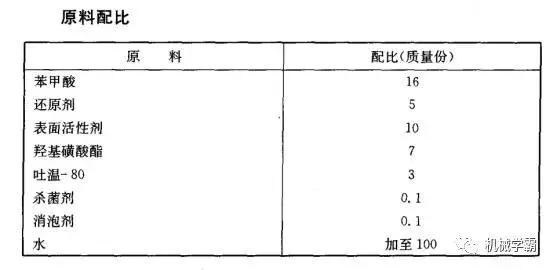
制备方法 先用苯甲酸和还原剂反应,再将反应产物与表面活性剂混合,并加入润滑剂、消泡剂及杀菌剂,再加人水混合均匀,即得成品。
原料配伍 本品中各组分质量份配比范围如下:苯甲酸 10~30,还原剂2~8,表面活性剂8~15,羟基磺酸酯 3~7,吐温- 80为3~5,杀菌剂0.1,消泡剂0.1,水 45~60。
以上所述苯甲酸和还原剂反应所得产物为缓蚀剂;表面活性剂用磷酸三乙醇胺;羟基磺酸酯和吐温-80为润滑剂。
产品应用 本品用作机械磨床、钻床、铣床、车床等金属切削机床的切削液。
产品特性 本品原料中不含植物油和植物油,也不含亚硝酸钠和其他酸根,无毒无刺激性,无异味,使用安全;稳定性好,不容易变质,不污染环境。

